Atomic Energy for Military Purposes (The Smyth Report)
CHAPTER IX. GENERAL DISCUSSION OF THE SEPARATION OF ISOTOPES
THE ELECTROMAGNETIC METHOD AND ITS LIMITATIONS
9.28. The existence of non-radioactive isotopes was first demonstrated during the study of the behavior of ionized gas molecules moving through electric and magnetic fields. It is just such fields that form the basis of the so-called mass spectrographic or electromagnetic method of separating isotopes.
This method is the best available for determining the relative abundance of many types of isotope. The method is used constantly in checking the results of the uranium isotope separation methods we have already described. The reason the method is so valuable is that it can readily effect almost complete separation of the isotopes very rapidly and with small hold-up and short start-up time. If this is so, it may well be asked why any other method of separation is considered. The answer is that an ordinary mass spectrograph can handle only very minute quantities of material, usually of the order of fractions of a microgram per hour.
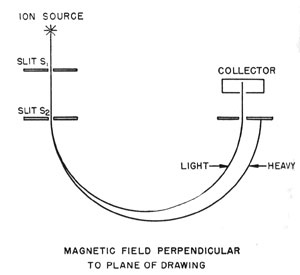
9.29. To understand the reasons for this limitation in the yield, we shall outline the principle of operation of a simple type of mass spectrograph first used by A. J. Dempster in 1918. Such an instrument is illustrated schematically in the drawing on p. 164. The gaseous compound to be separated is introduced in the ion source, where some of its molecules are ionized in an electric discharge. Some of these ions go through the slit s1. Between s1 and s2 they are accelerated by an electric field which gives them all practically the same kinetic energy, thousands of times greater than their average thermal energy. Since they now all have practically the same kinetic energy, the lighter ions must have less momenta than the heavy ones. Entering the magnetic field at the slit s2 all the ions will move perpendicular to the magnetic field in semi-circular paths of radii proportional to their momenta. Therefore the light ions will move in smaller semicircles than the heavy, and with proper positioning of the collector, only the light ions will be collected.
9.30. Postponing detailed discussion of such a separation device, we may point out the principal considerations that limit the amount of material that passes through it. They are threefold: First, it is difficult to produce large quantities of gaseous ions. Second, a sharply limited ion beam is usually employed (as in the case shown) so that only a fraction of the ions produced are used. Third, too great densities of ions in a beam can cause space-charge effects which interfere with the separating action. Electromagnetic methods developed before 1941 had very high separation factors but very low yields and efficiencies. These were the reasons which - before the summer of 1941 - led the Uranium Committee to exclude such methods for large-scale separation of U-235. (See Paragraph 4:31.) Since that time it has been shown that the limitations are not insuperable. In fact, the first appreciable-size samples of pure U-235 were produced by an electromagnetic separator, as will be described in a later chapter.
OTHER ISOTOPE-SEPARATION METHODS
9.31. In addition to the isotope-separation methods described above, several other methods have been tried. These include the ionic mobility method, which, as the name implies, depends on the following fact: In an electrolytic solution two ions which are chemically identical but of different mass progress through the solution at different rates under the action of an electric field. However, the difference of mobility will be small and easily obscured by disturbing effects. A. K. Brewer of the Bureau of Standards reported that he was able to separate the isotopes of potassium by this method. Brewer also obtained some interesting results with an evaporation method. Two novel electromagnetic methods, the isotron and the ionic centrifuge, are described in Chapter XI. The isotron produced a number of fair-size samples of partly separated uranium. The ionic centrifuge also produced some uranium samples showing separation, but its action was erratic.
CASCADES AND COMBINED PROCESSES
9.32. In all the statistical methods of separating isotopes many successive stages of separation are necessary to get material than is 90 per cent or more U-235 or deuterium. Such a series of successive separating stages is called a cascade if the flow is continuous from one stage to the next. (A fractionating tower of separate plates such as has been described is an example of a simple cascade of separating units.) A complete analysis of the problems of a cascade might be presented in general terms. Actually it has been worked out by R. P. Feynman of Princeton and others for a certain type of electromagnetic separator and by K. Cohen and I. Kaplan of Columbia, by M. Benedict and A. M. Squires of the Kellex Corporation and others for diffusion processes. At present we shall make only two points about multiple- stage or "cascade" plants.
9.33. The first point is that there must be recycling. Considering a U-235 separation plant, the material fed into any stage above the first has already been enriched in U-235. Part of this feed material may be further enriched in passing through the stage under consideration. The remainder will typically become impoverished but not so much impoverished as to be valueless. It must be returned to an earlier stage and recycled. Even the impoverished material from the first (least enriched) stage may be worth recycling; some of the U-235 it still contains may be recovered (stripped).
9.34. The second point is that the recycling problem changes greatly at the higher (more enriched) stages. Assuming steady stage operation, we see that the net flow of uranium through the first stage must be at least 140 times as great as through the last stage. The net flow in any given stage is proportional to the relative concentration of U-238 and thus decreases with the number of stages passed. Since any given sample of material is recycled many times, the amount of material processed in any stage is far greater than the net flow through that stage but is proportional to it.
9.35. We mention these points to illustrate a phase of the separation problem that is not always obvious, namely, that the separation process which is best for an early stage of separation is not necessarily best for a later stage. Factors such as those we have mentioned differ not only from stage to stage but from process to process. For example, recycling is far simpler in a diffusion plant than in an electromagnetic plant. A plant combining two or more processes may well be the best to accomplish the overall separation required. In the lower (larger) stages the size of the equipment and the power required for it may determine the choice of process. In the higher (smaller) stages these factors are outweighed by convenience of operation and hold-up time, which may point to a different process.
THE HEAVY WATER PLANTS; THE CENTRIFUGE PILOT PLANT
9.36. The next two chapters are devoted to descriptions of the three methods used for large-scale separation of the uranium isotopes. These are the only isotope-separation plants that have turned out to be of major importance to the project up to the present lime. At an earlier stage it seemed likely that the centrifuge might be the best method for separating the uranium isotopes and that heavy water would be needed as a moderator. We shall describe briefly the centrifuge pilot plant and the heavy water production plants.
THE HEAVY WATER PLANTS
9.37. Two methods were used for the concentration of deuterium. These were the fractional distillation of water and the hydrogen-water exchange reaction method.
9.38. The first of these follows well established fractional distillation methods except that very extensive distillation is required because of the slight difference in boiling point of light and heavy water. Also, because of this same small difference, the amount of steam required is very large. The method is very expensive because of these factors, but plants could be constructed with a minimum of development work. Plants were started by du Pont in January 1943, and were put into operation about January 1944.
9.39. The second method for the preparation of heavy water depends upon the catalytic exchange of deuterium between hydrogen gas and water. When such an exchange is established by catalysts, the concentration of the deuterium in the water is greater than that in the gas by a factor of about three as we have already seen.
9.40. In this process water is fed into a tower and flows countercurrently to hydrogen and steam in an intricate manner. At the bottom of the tower the water is converted to hydrogen gas and oxygen gas in electrolytic cells and the hydrogen is fed back to the bottom of the tower mixed with steam. This steam and hydrogen mixture passes through beds of catalyst and bubbles through the downflowing water. Essentially, part of the deuterium originally in the hydrogen concentrates in the steam and then is transferred to the downflowing water. The actual plant consists of a cascade of towers with the largest towers at the feed end and the smallest towers at the production end. Such a cascade follows the same general principle as those discussed above in connection with separation problems in general. This process required the securing of very active catalysts for the exchange reactions. The most effective catalyst of this type was discovered by H. S. Taylor at Princeton University, while a second, less active catalyst was discovered by A. von Grosse. In the development of these catalysts R. H. Crist of Columbia University made he necessary determinations of physical constants and H. R. Arnold of du Pont did the development work on one of the catalysts.
9.41. This process was economical in operation. The plant was placed at the works of the Consolidatcd Mining & Smelting Co., at Trail, British Columbia, Canada, because of the necessity of using electrolytic hydrogen. The construction of the plant was under the direction of E. V. Murphree and F. T. Barr of the Standard Oil Development Co.
THE CENTRIFUGE PILOT PLANT
9.42. For a long time in the early days of the project the gaseous diffusion method and the centrifuge method were considered the two separation methods most likely to succeed with uranium. Both were going to be difficult to realize on a large scale. After the reorganization in December 1941 research and development on the centrifuge method continued at the University of Virginia and at the Standard Oil Development Company's laboratory at Bayway. To make large centrifuges capable of running at very high speeds was a major task undertaken by the Westinghouse Electric and Manufacturing Company of East Pittsburgh.
9.43. Because of the magnitude of the engineering problems involved, no large-scale production plant was ever authorized but a pilot plant was authorized and constructed at Bayway. It was operated successfully and gave approximately the degree of separation predicted by theory. This plant was later shut down and work on the centrifuge method was discontinued. For this reason no further discussion of the centrifuge method is given in this report.
ISOTOPE SEPARATION COMPARED WITH PLUTONIUM PRODUCTION
9.44. The most important methods of isotope separation that have been described were known in principle and had been reduced to practice before the separation of uranium isotopes became of paramount importance. They had not been applied to uranium except for the separation of a few micrograms, and they had not been applied to any substance on a scale comparable to that now required. But the fundamental questions were of costs, efficiency, and time, not of principle; in other words, the problem was fundamentally technical, not scientific. The plutonium production problem did not reach a similar stage until after the first self-sustaining chain-reacting pile had operated and the first microgram amounts of plutonium had been separated. Even after this stage many of the experiments done on the plutonium project were of vital interest for the military use either of U-235 or plutonium and for the future development of nuclear power. As a consequence, the plutonium project has continued to have a more general interest than the isotope separation projects. Many special problems arose in the separation projects which were extremely interesting and required a high order of scientific ability for their solution but which must still be kept secret. It is for such reasons that the present non-technical report has given first emphasis to the plutonium project and will give less space to the separation projects. This is not to say that the separation problem was any easier to solve or that its solution was any less important.
SUMMARY
9.45. Except in electromagnetic separators, isotope separation depends on small differences in the average behavior of molecules. Such effects are used in six "statistical" separation methods- (1) gaseous diffusion, (2) distillation, (3) centrifugation, (4) thermal diffusion, (5) exchange reactions, (6) electrolysis. Probably only (1), (3), and (4) are suitable for uranium; (2), (5), and (6) are preferred for the separation of deuterium from hydrogen. In all these "statistical" methods the separation factor is small so that many stages are required, but in the case of each method large amounts of material may be handled. All these methods had been tried with some success before 1940; however, none had been used on a large scale and none had been used for uranium. The scale of production by electromagnetic methods was even smaller but the separation factor was larger. There were apparent limitations of scale for the electromagnetic method. There were presumed to be advantages in combining two or more methods because of the differences in performance at different stages of separation. The problem of developing any or all of these separation methods was not a scientific one of principle but a technical one of scale and cost. These developments can therefore be reported more briefly than those of the plutonium project although they are no less important. A pilot plant was built using centrifuges and operated successfully. No large-scale plant was built. Plants were built for the production of heavy water by two different methods.